هشتگهای محبوب:

جوشکاری یکی از مهارتهایی است که یاد گرفتن آن برای افراد بسیار مفید و سودمند خواهد بود. در واقع زمانی که شما مهارت جوشکاری را یاد داشته باشید، برای انجام بسیاری از امور در خانه یا محل کارتان نیازی به جوشکار ندارید و خودتان میتوانید در کمترین زمان ممکن آن را انجام دهید. پس اگر به کارهای فنی علاقهمند هستید و دستگاه جوشکاری دارید اما طرز استفاده از آن را بلد نیستید تا پایان این مطلب همراه ما باشید. زیرا قصد داریم تا روش استفاده از دستگاه جوش یا همان نحوه کار با دستگاه اینورتر جوشکاری را بررسی کنیم.

آموزشهای لازم برای جوشکاری
پیش از بیان آموزشهای لازم باید گفت که برای جوشکاری به وسایلی مثل انبر جوشکاری، انبر اتصال، کابل جوشکاری به میزان لازم و ماسک جوشکاری نیاز دارید. پس قبل از هر کاری، این وسایل را تهیه نمایید سپس برای شروع به کار سیم برق دستگاه را به پریز برق بزنید و مراحل زیر را طی کنید:
مرحله اول
ابتدا انبر جوش را به جریان مثبت و انبر اتصال را به جریان منفی متصل نمایید. برای اتصال انبرها باید فیش را به داخل فشار دهید و سپس فیش را به سمت راست بچرخانید. پس از اتصال انبرها، از طریق کلید پاور که در قسمت پشت دستگاه جوش قرار دارد، دستگاه را روشن کنید تا دستگاه آماده کار شود.

مرحله دوم
در این مرحله باید بر اساس ضخامت سطحی که قرار است روی آن جوشکاری انجام دهید، یک الکترود مناسب انتخاب کنید و جریان متناسب با سایز الکترود تنظیم نمایید. برای یافتن جریان متناسب با سایز الکترود باید طبق فرمول زیر عمل کنید:
قطر الکترود * ۳۵ = جریان مناسب
از آنجایی که مقدار جریان مناسب به شرایط دما هم بستگی دارد، در جدول زیر با توجه به قطر الکترود، جریان مناسب پیشنهادی را درج کردیم:
| قطر الکترود | جریان پیشنهادی |
|---|---|
| 0/1 | 20 الی 40 |
| 1/6 | 44 الی 86 |
| 0/2 | 60 الی 100 |
| 2/5 | 80 الی 120 |
| 3/2 | 108 الی 148 |
| 4/0 | 140 الی 180 |
نکته مهم ۱: در صورتی که جریان کمتر از حد مجاز باشد، باعث چسبیدن الکترود به سطح کار میشود و در صورتی که جریان بیش از حد تنظیم شود، الکترود به دلیل افزایش بیش از حد دما ذوب میشود.
نکته مهم ۲: از الکترود بزرگ برای سطوح کوچک استفاده نکنید زیرا باعث ذوب شدن سطح خواهد شد. همچنین برای سطوح بزرگ از الکترود کوچک استفاده نکنید زیرا این کار باعث متصل نشدن قطعات میشود.

ولوم ARC FORCE اینورتر جوشکاری
در برخی از دستگاههای جوش، از ولومی به غیر از ولوم ARC FORCE استفاده میکنند تا میزان عمق جوش را مشخص نماید و نفوذ جوش را در قطعه کنترل کند. از لحاظ فنی میتوان گفت که هدف این سیستم جلوگیری از سوراخ شدن قطعه عملیات جوشکاری حین انجام کارهای خاص مثل جوشکاری الکترودهای سلولزی است.
همچنین لازم به ذکر است که از این سیستم برای روی جوش الکترود استفاده میشود زیرا کنترل تابعی از سطح ولتاژ و جریان، قادر است در میزان نفوذ جوش تغییر ایجاد کند. در رابطه با کارکرد این سیستم میتوان گفت که از طریق یک پردازنده که فرمولها و مشخصات مربوط به دیتای متالوژی هر الکترود را دارا است، انجام میشود.
نحوه کار با الکترود دستگاه جوش
به طور کلی باید گفت که جوشکاری زمانی آغاز میگردد که قوس بین نوک الکترود و قطعه کار برقرار گردد. در رابطه با فرایند جوشکاری باید گفت که گرمای شدید قوس، باعث ذوب شدن نوک الکترود و سطح قطعه کار نزدیک به قوس میشود. معمولا قطرات کوچک فلز مذاب خیلی سریع در قسمت نوک الکترود تشکیل میشود و از طریق جریان قوس به حوضچه مذاب انتقال مییابد. در چنین وضعیتی، فلز پرکننده به طور تدریجی الکترود را مصرف مینماید و رسوب میکند. معمولا قوس با طول و سرعت معینی روی قطعه کار حرکت مینماید و بخشی از فلز پایه را ذوب میکند و باعث افزایش فلز جوش میشود.
طول قوس چیست؟
به فاصلهای که هنگام برقراری قوس بین سر الکترود تا سطح قطعهای مورد جوشکاری ایجاد میشود، طول قوس میگویند. طول قوس معمولا تاثیر زیادی روی جوش دارد و باید فاصله مناسب را انتخاب کنید.
سرعت پیشروی (سرعت حرکت دست) در جوشکاری به چه عواملی بستگی دارد؟
- پهنای جوش: هنگامی که سرعت پیشروی کم باشد، نفوذ و پهنای جوش نیز است و در صورتی که سرعت پیشروی بالا باشد، نفوذ و پهنای جوش کاهش پیدا میکند.
- ضخامت ورق: هنگامی که ضخامت ورق افزایش پیدا میکند، سرعت پیشروی باید کم شود تا لبههای اتصال ذوب شوند و بین آنها درهم آمیختگی صورت بگیرد.
- قطر الکترود: با افزایش قطر الکترود لازم است که سرعت پیشروی کاهش پیدا کند تا الکترود به میزان لازم رسوب داده شود.
- حرکت الکترود: در رابطه با حرکات الکترود باید گفت که زاویه الکترود و نوع حرکت آن بر روی کیفیت جوش اثر میگذارد.
زاویه جوشکاری چیست؟
زاویه جوشکاری یکی از موارد مهمی است که هنگام جوشکاری باید رعایت شود زیرا عمود بودن زاویه الکترود به قطعه کار، باعث نفوذ و عمق جوش بیشتر میشود. از سوی دیگر اگر زاویه الکترود به صورت خوابیده باشد، نفوذ و عمق جوش کاهش پیدا میکند. معمولا حین جوشکاری میتوان الکترود را به شیوههای مختلفی مثل حالت نوسانی، زیگزاگی و… حرکت داد. همچنین لازم به ذکر است که نفوذ و عمق جوش هنگامی که الکترود به صورتی نوسانی یا زیگزاگی حرکت میکند بیشتر از زمانی است الکترود به طور مستقیم رو به جلو حرکت داده میشود. البته ناگفته نماند که برای طرح اتصالهای گوناگون، باید از زاویه مناسب الکترود و نوع حرکت مخصوص استفاده کنید.
شروع انجام فرایند جوشکاری
پس از رعایت نکات مهم؛ برای فرایند جوشکاری، ابتدا انبر اتصال را به قطعه فلزی وصل کنید. سپس الکترود را به سطح کار نزدیک نمایید و ماسک مخصوص جوشکاری را جلوی صورت خود بگذارید و کار خود را آغاز کنید تا دو قطعه به هم متصل شوند. پس از اتمام کار جوشکاری با یک فرز محل جوشکاری را صیقل دهید دا صاف و یکدست شود.
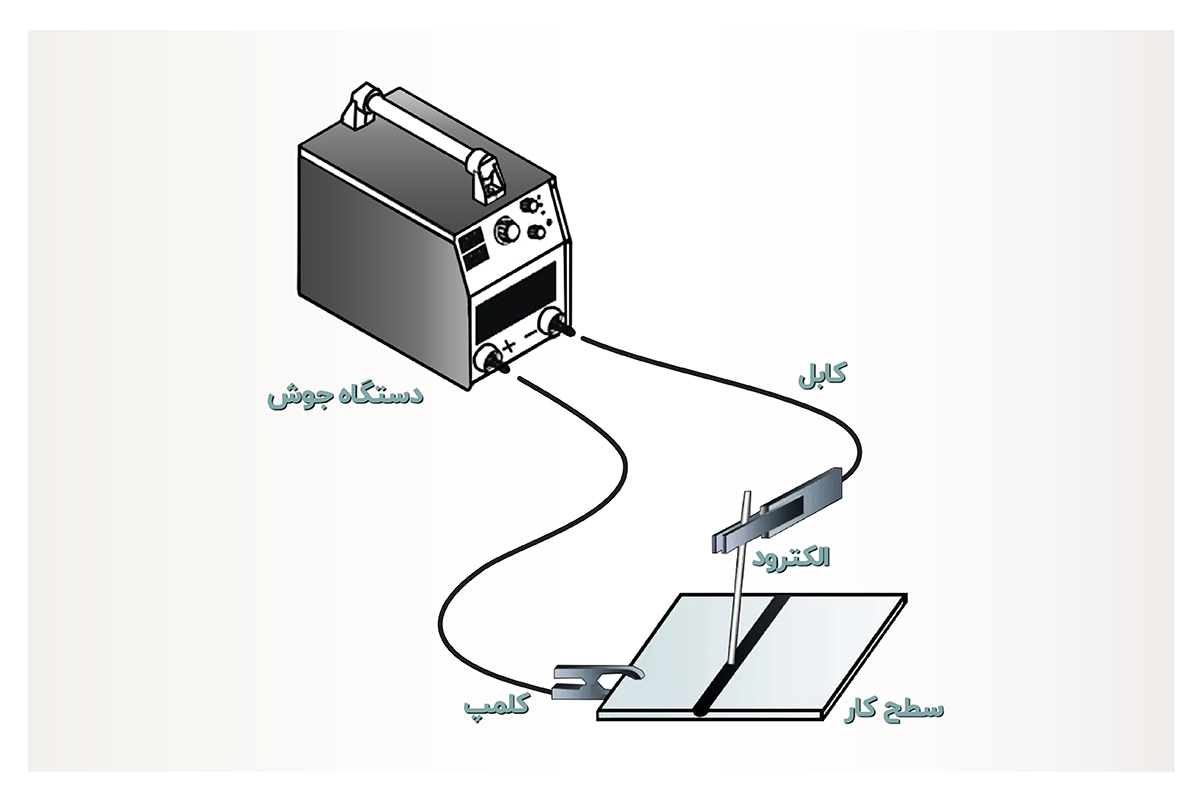
*تصویر زیر، تصویر دستگاه جوش پس از اتصال صحیح کابلها قبل از انجام فرایند جوشکاری است!
نکات ایمنی در هنگام کار با دستگاه جوش
- گاهی اوقات به دلیل اضافه بار، دستگاه جوش به طور ناگهانی متوقف میگردد و یک LED قرمز روی پنل جلوی دستگاه روشن میشود. در چنین موقعیتی لازم نیست که دستگاه را خاموش کنید زیرا فن دستگاه به تدریج دستگاه را خنک میکند و پس از مدتی چراغ LED خاموش میگردد و به راحتی میتوانید جوشکاری را ادامه دهید.
- اگر مادگیهای نسوز جلوی دستگاه خراب شدهاند، حتما آنها را تعویض کنید زیرا اگر فیش مادگی به خوبی در مادگی جای نگیرد، پس از مدتی مادگی به شدت داغ میشود و شمش اتصال داخل دیتکاه را ذوب میکند و باعث معیوب شدن دستگاه میشود.
- هنگام استفاده از دستگاه جوش حتما از تجهیزات ایمنی مانند دستکش، لباس کار، عینک و ماسک استفاده نمایید. چون احتمال برق گرفتگی یا پاشیدن جوش حین جوشکاری وجود دارد.
- با توجه به جریان جوشکاری، برای قسمتهای ورودی و خروجی دستگاه از کابلهایی با ضخامت مناسب استفاده کنید زیرا استفاده از کابلهای نازک باعث افزایش استهلاک میشود.
- به هیچ عنوان از آب برای خنک کردن دستگاه استفاده نکنید زیرا ممکن است که آب روی دست و پا یا بدنه دستگاه پاشیده شود.
- اگر محیطی که دستگاه جوش را در آن نگهداری میکنید، مرطوب است حتما روی دستگاه یک روکش ضد آب بکشید زیرا رطوبت محیط موجب زنگ زدن بدنه دستگاه جوش میشود.
- پیش از شروع کار با دستگاه، حتما سلامت کابلها را بررسی کنید و اگر کابلها پاره هستند، حتما آنها تعویض کنید.
- دستگاه جوش را با احتیاط حمل نمایید و هنگام حمل و نقل دقت کنید که به آن ضربه وارد نشود.
- حین جوشکاری سعی کنید که قطعه کار به زمین متصل باشد.
- هنگام کار با دستگاه مواظب باشید تا انبرهای اتصال به یکدیگر برخورد نکنند.
نکاتی که درباره انبر جوش و انبر اتصال در هنگام استفاده از دستگاه جوش باید بدانید
انبر جوش و اتصال دو تا از تجهیزات مهم در جوشکاری به حساب میآیند. بنابراین در این بخش قصد داریم تا چند نکته مهم درباره انبر جوش انبر اتصال را نیز بررسی کنیم:
1- نکات مهم درباره انبر جوش
انبر جوشکاری حتما باید متناسب با شدت جریان مصرفی انتخاب شود. معمولا انبرها را طوری طراحی میکنند که برای حداکثر شدت جریان یا کمتر آن مناسب باشد. چون اگر شدت جریان بیش از اندازه بالا باشد، موجب داغ شدن انبر و سوختن آن میگردد. همچنین اگر انبر متناسب با محدوده شدت جریان نباشد با بهتر است بگوییم که برای محدوده شدت جریان بزرگ باشد، جوشکار حین جوشکاری خسته میشود.
در صورتی که انبر الکترود متناسب با آمپر مصرفی انتخاب شود. اما کابل انبر به خوبی وصل نشود یا انبر کثیف باشد، انبر داغ میشود و قدرت جوشکاری تلف خواهد شد.
2- نکات مهم درباره انبر اتصال
از انبر اتصال برای ایجاد اتصال منفی به بدنه قطعه مورد جوشکاری استفاده میشود و انبرهای اتصال از لحاظ ظاهری شبیه به گیره هستند تا راحتتر بتوان از آنها استفاده کرد. انبر اتصال از نظر ضعیف یا قوی بودن فنرهای اتصال انواع مختلفی دارند.
-
 اینورتر جوشکاری 160 آمپر آروا مدل 2116 ( خانگی )17,354,900 تومان
اینورتر جوشکاری 160 آمپر آروا مدل 2116 ( خانگی )17,354,900 تومان -
 اینوتر جوشکاری 180 آمپر آروا مدل Home-217918,280,600 تومان
اینوتر جوشکاری 180 آمپر آروا مدل Home-217918,280,600 تومان -
 اینورتر جوشکاری ARC 180 آروا مدل HOME-218018,512,100 تومان
اینورتر جوشکاری ARC 180 آروا مدل HOME-218018,512,100 تومان
پیشنهادهای ویژه شما

کابل افشان متری 2 در 10 لامع

محافظ پکیج تک خانه ارت دار دیجیتال پارت الکتریک کد 2836

مانیتور آیفون تصویری 4.3 اینچ حافظه دار آلدو مدل 424M

پمپ آب بشقابی 1 اسب بخار الکتروژن مدل CM100